Soudure "Through hole"
Submitted by admin on Sun, 09/14/2008 - 03:35
Trois éléments essentiels pour un bon résultat; flux, fer à souder et soudure en fil. Sans oublier, en cas d'erreurs, la tresse et pompe à dessouder.
Règle générale la soudure en fil contient 3% de flux. C'est ce qui permet d'empêcher l'oxydation au moment du brassage (l'assemblage de deux matériaux). Pratiquement elle facilite la répartition du plomb et de l'étain sur les surfaces métalliques. Par contre, il faut bien nettoyer le circuit car le flux est légèrement conducteur et peut entraîner des problèmes.
| Avec flux | Sans Flux |
 |
 |
Il existe trois types de flux;
Résine RA = action puissante
Résine RMA = action moins puissante
Résine R = Pour soudure délicate
Certains flux nécessitent un produit pour le nettoyage. D'autres ne laissent pas de résidu et certains sont solubles à l'eau. Je préfère le soluble à l'eau car il suffit simplement de nettoyer le circuit sous l'eau et de brosser suffisamment pour enlever les traces de résidu. Par expérience le flux "NO Clean" ne donne pas un aussi bon résultat que le soluble à l'eau.
Crayon de flux soluble à l'eau 2331-ZX Dk= KE1808.
![]()
La soudure en fil est composée de deux éléments; l'étain et le plomb . L'étain est moyennement ductile à la température ambiante et résiste à la corrosion par l'eau, le plomb est très malléable, conduit l'électricité et son point de fusion est bas. L'alliage idéal pour atteindre une basse température de fusion est de 63% d'étain et 37 % de plomb. Indiqué "SN63PB37" sur les rouleaux de fil à souder. Il est aussi composé d'un faible pourcentage de flux, environ 3%.
Rouleau de fil à souder flux soluble à l'eau "ALMA Organica ", SN63PB37 ayant .025" de diamètre Dk= KE1302.

Le diamètre du fil idéal pour la soudure "surface mount" est de 0.025" et de 0.040 pour le "thru hole".
| Surface Mount SMD | Thru Hole |
 |
|
Vous n'êtes pas sans savoir que le plomb est hautement toxique. La maladie par intoxication au plomb, le Saturisme qui remonte à la préhistoire entraîne la paralysie, stérilité, retard mental et cancer... Pour pallier à ce problème les industries utilisent un alliage d'étain, d'argent et de cuivre "Sn95.5 Ag 3.8 Cu 0.7" ce qui fait augmenter le point de fusionl et rend inutilisable nos fer à souder conventionnel.!?
Le fer a souder> est composé d'une poignée ( isolant thermique et électrique ), d'un système de chauffe et d'une pointe. Cette dernière doit être adaptée au type de travail, une pointe relativement grosse peut convenir à une soudure "thru hole", une petite, pour les soudure SMD. Mais une pointe trop pointue ne transmettra pas efficacement la chaleur, il faut opter pour une pointe à extrémité plat. Elle est constituée de cuivre, recouvert de fer (pour éviter que le flux attaque le cuivre) ainsi que de plusieurs couches anticorrosives. Il est déconseillé de la limer pour éviter l'affaiblissement de ses multiples couches.
Il est conseillé de;
- bien nettoyer la pointe avec une éponge légèrement humide avant chaque soudure. Trop humide la pointe se refroidira.
- pour un nettoyage en profondeur, utiliser une brosse en laiton.
- avant d'éteindre le fer, assurez vous de laisser du plomb affin d'éviter l'oxidation du fer.
Pour avoir de bons résultats il faut;
- Appliquer une légère couche de flux
- Nettoyer la pointe du fer à l'aide de l'éponge
- Installer la composante là où elle doit aller
- Chauffer la patte de la composante ainsi que le beigne du circuit imprimé et laisser chauffer environ 3 secondes. Attendre trop longtemps pourrait endommager la composante
- Appliquer le fil à souder
- Remplir le trou de plomb
- Retirer le fil et le fer a souder
- Lorsque tous les soudures sont terminées, nettoyer le tout à l'eau pour supprimer les résidus
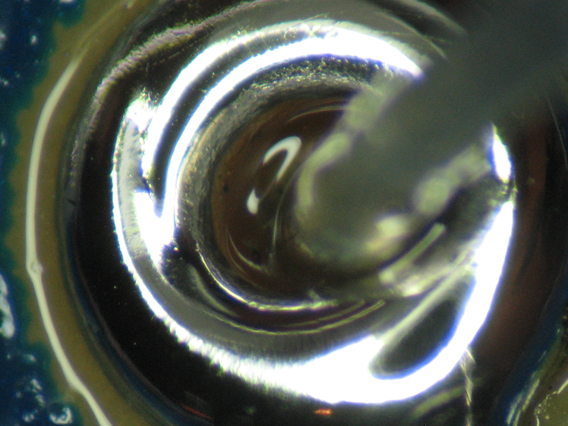 |
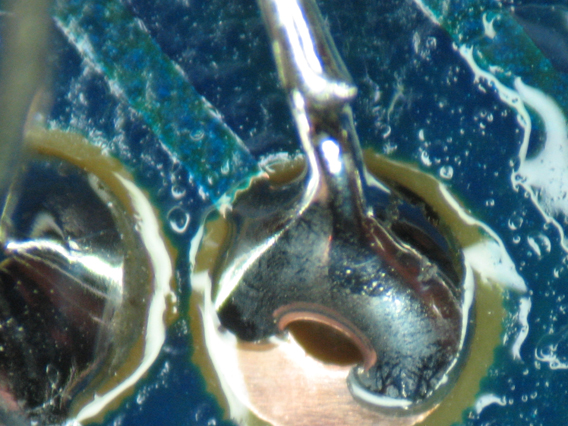 |
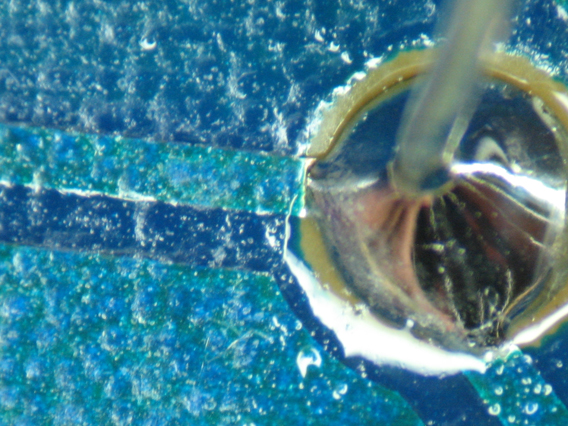 |
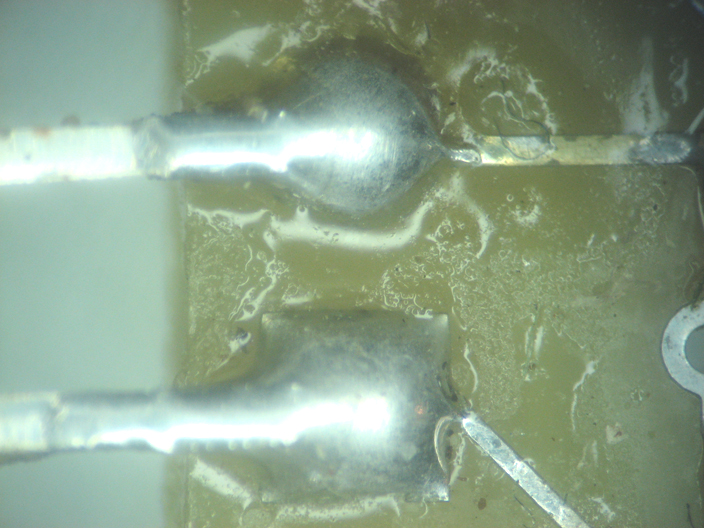
| Pas assez chauffée | Pas assez de plomb | Parfait !! |
_____________________________________________________________
Voici un Youtube qui explique bien "How to Solder Correctly"